Blech -Stanzen fordert den Stempel aus und sterben sterben. Die Freigabe könnte von stammen 5% Zu 10% der Materialdicke zu niedrigeren Grat- und Kantenverformungen. CNC-gesteuerte Systeme verarbeiten Toolrotation, selektives Knabbern, und in einem einzigen Durchgang kontaktieren oder prägen. In der Zwischenzeit, Schläge verwenden Hochgeschwindigkeitsstahl mit Beschichtungen, um den Verschleiß auf Edelstahl oder Aluminium zu verringern. Die Materialstärke kann sich auf die Umgebung erhöhen 6 mm in Weichstahl. Es braucht Pressen mit höherer Tonnage für die Entfernung der Schnecken und eine Teilgenauigkeit. Off-Center-Lasten verursachen RAM-Ablenkung. Also, Einige Maschinen verwenden hydraulische oder servogetriebene Kompensation, um präzise zu bleiben. Werkzeugschärfen, Schmierung, und Schlaganfallparameter ausgestattet das Werkzeugleben und halten dimensionale Toleranzen eng.
Vorteile von Blechstanzen
- Hohe Produktionsgeschwindigkeit.
- Zuverlässige dimensionale Genauigkeit.
- Flexible Form kreiert.
- Niedrige Werkzeugkosten.
- Vernachlässigbare Materialverschwendung.
- Größere Wiederholbarkeit.
- Reduzierte Vorlaufzeiten.
- Effiziente Prozesssteuerung.
- Geeignet für die Leistung mit hohem Volumen.
- Erlaubt vielfältige Geometrien
Arten von Blattmetallen zum Stanzen
- Weichstahl.
- Edelstahl.
- Aluminium.
- Verzinkter Stahl.
- Messing.
- Kupfer.
- Titan.
- Kalter gerollter Stahl.
- Heißer gerollter Stahl.
- Hochfest niedrige Alloy (Hsla) Stahl.
- Werkzeugstahl.
- Kohlenstoffstahl.
Faktoren, die die Qualität des Blechstanzes beeinflussen
Metallurgische Eigenschaften und Getreideorientierung
Die Materialmikrostruktur beeinflusst, wie ein Werkstück auf Blechstanzen reagiert. Metalle mit höherer Duktilität erzeugen sauberere Kanten, können jedoch mehr Frühlingsback geben. Härtere Legierungen fordern Werkzeugstahl- oder Karbidstempel, um Verformungen und Gassen zu vermeiden. Die Kornorientierung kann sich auch auf den Stempeleintrag auswirken. Es schafft ungleiche Scherzonen für die glattere niedrigere Kante. Wärmebehandlungen, die die Korngröße verfeinern. Härteausgleich bestätigt, dass die gestanzten Kanten unter hohen Aufprallgeschwindigkeiten riss. Die Überwachung der mikrostrukturellen Variationen ist der Schlüssel zum Stanzen stabiler Bleche.
Geometrie schlagen und sterben
Punch and Die -Clearance drückt erfolgreiche Blech -Stanzen ohne Grat oder Frakturen. Eine allgemeine Regel besteht darin, Klärungen pro Materialstärke und Ertragsfestigkeit festzulegen. Trotzdem, Setups stellen sich ein partielles Scheren oder die Näherungsform an. Verjüngte Schläge oder konkave Sterben helfen, die Kraft zu konzentrieren und Verzerrungen zu schneiden. Abgerundete Eckenkontumkonzentrationen, um Risse in Zonen mit hoher Stress zu vermeiden. Obwohl komplexer, Verbindungsstürme ermöglichen mehrere Operationen in einem Schlag für strengere Toleranzen und Flachheit. Ein solcher Geometrien hilft bei der Erlangung des erwarteten Schlagscherungverhaltens.
Drücken Sie Tonnage und RAM -Steuerung
Unzureichende Presse Tonnage fordert unvollständige Penetration und inkonsistent. Übermäßige Tonnage können überschorgen, Erhöhung der Größenhöhe. Pressen mit servo kontrollierten RAMs liefern Treffergeschwindigkeiten für einen Schocker mit niedrigerem Aufprall bei der Werkzeugung. Die Kalibrierung der Schlaganfalllänge bestätigt den vollständigen Kontakt während der Scherphase für die dimensionale Genauigkeit. Die ausgewogene Kraftverteilung hält das Werkstück stabil und verringert seitliche Verschiebungen unter Last. Einige Hersteller integrieren Überlastschutzmerkmale, die abnormale Kräfte erfassen, um katastrophalen Schlag- oder Würfelschaden zu hemmen. Strenge Kontrolle solcher Parameter nutzt das Leben und die Erhaltung der Oberflächenbeschaffung.
Werkzeugzustand und Beschichtungen
Werkzeugstahlqualität, Oberflächenbeschaffung, und Beschichtungen beeinflussen direkt das Leben und die Qualität des Blechstanzens. Härtete Stähle mit Titan-Nitridbeschichtungen mit niedrigem Zahlen verringern den Klebstoffverschleiß während der Produktion von Hochvolumen. Mikropolieren der Stanzspitze besser, die Wirkung zu schneiden und die Burr-Formation mit einem scharfen zu senken, Konsistente Kontaktkante. Für abrasive Edelstahl, Mehrschichtige oder diamantähnliche Beschichtungen können die Stanzintegrität und mäßig verärgern lassen. Geplante Überprüfung des Radius- oder Sterbungs -Ausrichtungss -Punch -Tipps verhindert, dass subtile Verschleiß in dimensionale Konflikte eskalieren.
Umwelt- und Betriebsfaktoren
Schmierung ist der Schlüssel zur Wärmeabteilung und der Reibungsreduzierung der Blech -Stanzvorgänge. Hochviskositätsflüssigkeiten werden in Legierungsstählen verwendet. Leichtere Öle passen dünne Aluminium oder Kupferblätter an. Temperaturschwankungen innerhalb des Pressebereichs können die Materialduktilität verändern, um die Schereigenschaften zu ändern. Klemmsysteme, die der Teilbewegung zu einer geringeren Fehlausrichtung und dem Kollisionsrisiko für Werkzeuge entgegenwirken. Automatisierte Schrottentfernung und kontrollierte Staubsauger halten die Würfel frei von Überresten, die nachfolgende Treffer abbauen. Die Wachsamkeit eines Betreibers in Echtzeit-Pressesignalen hilft bei der Lokalisierung von Anomalien, einschließlich ungleichmäßiger Tonnage -Aufbau oder plötzlichen Ausrichtungsverschiebungen.
Schnellblech -Stanzprozess
- Bereiten Sie das erforderliche Design und Werkzeug vor.
- Legen Sie das Blech auf die Punchpresse.
- Sichern Sie das Blech fest.
- Richten Sie das Punch -Tool mit dem Zielbereich aus.
- Initiieren Sie den Stanzvorgang.
- Überprüfen Sie die Stanzlöcher auf Genauigkeit.
- Entfernen Sie das fertige Blatt aus der Presse.
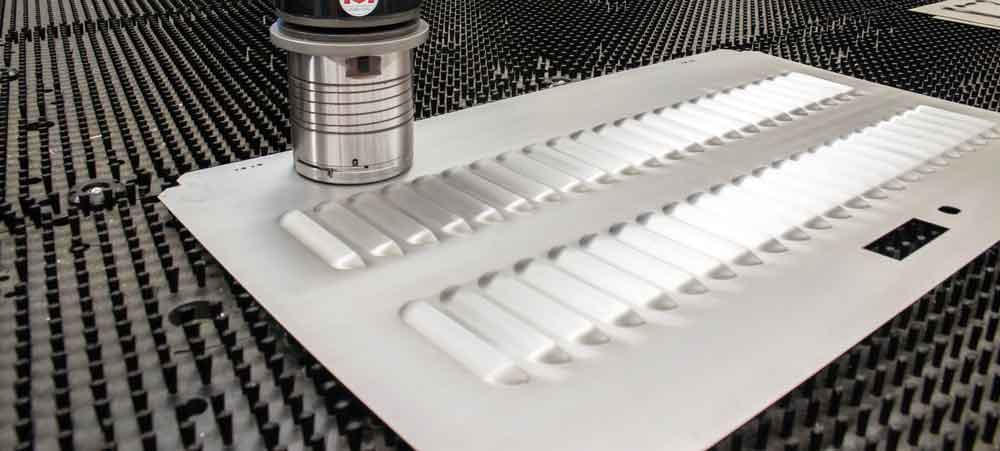
Anwendungen von Blechstanzen
Blechstanzen produziert Löcher, verlagerte Ausschnitte, und Formulare in Automobilsitzrahmen, Luft- und Raumfahrtklammern, und medizinische Gerätegehäuse. Ingenieure verwenden CNC-Turmpressen, die die Toleranzen auf Mikrometerebene über Materialdicken bis hin zu Materialdicke halten 6 mm. Luft- und Raumfahrtanwendungen erfordern Läuerungsmuster, um das Gewicht zu senken und den Luftstrom zu verwalten. Entsprechend, Automobilbaugruppen benötigen eine wiederholbare Lochplatzierung für Roboterbaugruppen und Ausrichtung. Gehäuse für medizinische Geräte profitieren von Deburtred -Kanten, die die Verunreinigungsrisiken senken und die regulatorischen Standards entsprechen. Multi-Tool-Türme können Extrusionen bilden, Gegenversinken, und Langläer in einem einzigen Lauf.
Stanzstrategien mit Blech
Strategische Werkzeugauswahl vor der Produktion
Teilgeometrie analysieren, Materialstärke, und Toleranzanforderungen hilft bei der Strategie von Werkzeugen für Blechstanzen. Für verschlungene Formen, Custom Punch -Profile verringern die sekundären Operationen. Große offene Bereiche können nach inszenierten Schlägen erfordern, die Schnitte in Segmente zerlegen. Hochhärte-Werkzeuge in Angriffe ultrahohe Stähle ohne schnelle Verschleiß. Umgekehrt, Flexible Stahlschläge passt weichere Metalle an. Schnellwechsel-Tooling kann auch das Projekt-Setup in niedrigem Volumen aktualisieren, Szenarien mit hoher Mix. Es spart Zeit und zertifiziert, dass jeder Schlag mit der Anwendung übereinstimmt.
Progressive Diekonfigurationen
Progressive Sterben kombinieren mehrere Stanzstadien zu einem Vorschubsystem für ein effizientes Blechpolweln. Jede Station führt einen Betrieb durch, einschließlich durchdringender Pilotenlöcher oder eklinierenden Ecken, vor dem endgültigen Blanking. Es verringert das manuelle Handling und verbessert den Fortschritt der Streifen. Sensorbasiertes Feedback an jeder Station identifiziert Fehlfeeds oder Materialverschiebungen. Die Designen können vor dem Biegen oder der Prägephase als Teil eines einzelnen Schlags einbeziehen. Da werden Teile nacheinander gebildet und geschlagen, vernachlässigbare Ausrichtungsfehler treten auf, um enge Toleranzen und Wiederholbarkeit aufrechtzuerhalten.
CNC -Integration und Nistoptimierung
CNC-kontrollierte Türme bringen mit automatisierter Werkzeugpositionierung Präzision zum Blech-Stanzen., Treffersequenz, und Schlagtiefe. Nistungsalgorithmen verpacken mehrere Teile auf ein Blatt, um Material und Schrott zu sparen. So einstellen, Die Software kann die Geometrie analysieren, Schneidwege, und Teilrotation. Mit servoelektrischen Laufwerken können die Bediener die Geschwindigkeit und die Verweilzeit im laufenden Fliegen für die Kantenqualität auf Konturen einstellen. Die Datenverfolgung bei der Datenverfolgung hilft auch Problemen für die Verschleiß- oder Fehlausrichtung von Professionen, bevor sie kostspielig werden. Die CNC-basierte Überwachung bestätigt, dass jeder Schlaganfall absichtlich ist.
Qualitätsprüfung und Prozessfeedback inline
Kameras und Sensoren in der Nähe der Station erleichtern Schecks nach jedem Blech -Stanzhub. Automatisierte Größengrößenmesssysteme Flaggenabweichungen. Sie tragen dazu bei, eine Einstellung oder eine Warnung auszulösen. Einige Setups stellen Laser -Scan- oder thermografische Bildgebung ein, um die Kantenintegrität zu bewerten. Das Press -Steuerungssystem kann die Geschwindigkeit optimieren, Druck, oder Ausrichtung zur Lösung von Problemen. Die Rückkopplungsschleife trägt dazu bei, die Toleranz über große Läufe zu erhalten. In Luft- und Raumfahrt- oder medizinischen Anwendungen, Die Inline-Inspektion verändert Mikro-Cracks oder dimensionale Verschiebungen für die Zuverlässigkeit der Komponenten.
Burr-Reduktion und Post-Punch-Veredelung
Die Absicht von Burrs hat Priorität beim Stanzen von Blech für Anwendungen mit glatten Kanten oder anschließender Verbindung. Die Senkung der Stanz-Die-Clearance auf einen berechneten Bereich kann die Bildung von Burr eindämmen können. In einigen Fällen, Eine sekundäre Rasieroperation poliert die Kanten. Vibrationsabende, stolpern, oder automatisiertes Bürsten hilft, Oberflächenspezifikationen zu erfüllen. Im Umgang mit hochfesten Materialien, Wärmebehandlungen vor dem Stanzen können einheitlicher werden und die Gratgröße verringern. Eine kontrollierte Endstufe überprüft, ob Teile für nachgeschaltete Prozesse bereit sind.
Auf der Suche nach erstklassigen Blech-Stanzdiensten? Shanentech ist das Beste zu berücksichtigen.