Требование переноса листового металла выравнивает удар и умирает. Разрешение может быть из 5% к 10% толщины материала до нижних заусенцев и деформации края. Управляемые с ЧПУ системы обрабатывают вращение инструментов, Селективное граня, и приотладсики или тиснение за один проход. Тем временем, Ударные удары используют высокоскоростную сталь с покрытиями для уменьшения износа из нержавеющей стали или алюминия. Толщина материала может увеличиться до 6 ММ в мягкой стали. Ему нужны прессы с более высоким тоннажем для удаления слизняки и точности детали. Вне центра нагрузки вызывают отклонение ОЗУ. Так, Некоторые машины используют гидравлическую или сервообразованную компенсацию, чтобы оставаться точной. Заточка инструмента, смазка, и параметры инсульта развернут срок службы инструмента и сохраняют плотные допуски измерения.
Преимущества удара из листового металла
- Высокая скорость производства.
- Надежная точность размеров.
- Гибкое создание формы.
- Низкие затраты на инструмент.
- Незначительное материальное потери.
- Большая повторяемость.
- Уменьшенное время заказа.
- Эффективное управление процессом.
- Подходит для большого объема вывода.
- Разрешает многогранную геометрию
Типы листовых металлов для удара
- Мягкая сталь.
- Нержавеющая сталь.
- Алюминий.
- Оцинкованная сталь.
- Латунь.
- Медь.
- Титан.
- Холодная сталь.
- Горячая свернутая сталь.
- Высокопрочный сплав (HSLA) Сталь.
- Инструментальная сталь.
- Углеродистая сталь.
Факторы, влияющие на качество удара из листового металла
Металлургические свойства и ориентация зерна
Материальная микроструктура влияет на то, как заготовка реагирует на удары листового металла. Металлы с более высокой пластичностью производят более чистые края, но могут дать больше Springback. Более жесткие сплавы спроса на инструмент сталь или карбиды, чтобы избежать деформации и раздражения. Ориентация на зерно также может повлиять на вход пунша. Он создает неровные зоны сдвига для гладкости нижнего края. Теплообразные обработки, которые уточняют размер зерна, помогают уменьшить микросор.. Стабилирование твердости подтверждает, что перфорированные края противостоят разрыву при высоких скоростях удара. Мониторинг микроструктурных изменений является ключом к стабильному пробирку листового металла.
Геометрия удара и умирания
Удар и умирание выталкивает успешные удары из листового металла без заусенцев и переломов. Общее правило состоит в том, чтобы установить зазоры на толщину материала и прочность урожая. Все еще, Настройки корректировки для частичного сдвига или формирования вблизи сети. Конические удары или вогнутые штампы помогают концентрировать силу и сократить искажение. Округлые углы сдерживают концентрации напряжения, чтобы избежать трещин в зонах высокого стресса. Хотя более сложный, Умирание соединения разрешает множественные операции за один удар для более жестких допусков и плоскостности. Тонкая настройка такая геометрия помогает достичь ожидаемого поведения сдвига пунша.
Нажмите на тоннаж и управление оперативной памятью
Недостаточная пресса Tonnage подсказывает неполное проникновение и непоследовательный листовой металл. Чрезмерный тоннаж может перегружать края, Повышение высоты зауряна. Прессы с серво-контролируемыми баранами обеспечивают скорость попадания для более низкого удара на инструментирование. Калибровка длины хода проверяет полный контакт во время стадии сдвига для точности размерных. Сбалансированное распределение силы сохраняет заготовку стабильной и уменьшает боковые сдвиги под нагрузкой. Некоторые производители интегрируют функции защиты от перегрузки, которые ощущают ненормальные силы, чтобы ингибировать катастрофический удар или ущерб ущербам. Тесный контроль таких параметров эксплуатирует срок службы пунша и сохраняет отделку поверхности.
Состояние инструментов и покрытия
Инструмент стальной класс, поверхностная отделка, и покрытия непосредственно влияют на жизнь и качество перевозки листового металла. Закаленные стали с низкоклежными нитридными покрытиями уменьшают клей.. Микрополинирование наконечника удара лучше сокращает действие и понижает формирование заряда с помощью резкого, Последовательный контактный край. Для абразивной нержавеющей стали, Многослойные или алмазные покрытия могут сохранить целостность удара и умеренную раздражение. Запланированная проверка радиуса удара или выравнивание удара останавливает тонкий износ от обострения в размерные конфликты.
Экологические и оперативные факторы
Смазка является ключом к рассеиванию тепла и уменьшению трения в операциях перевозки листового металла. Жидкости с высокой сумасшествием используются в сплавных сталях. Более легкие масла подходят для тонких алюминиевых или медных листов. Температурные колебания внутри области прессы могут изменить пластичность материала, чтобы изменить характеристики сдвига. Системы зажима, которые противодействуют движению части.. Автоматическое удаление лома и контролируемое вакуум. Бдительность оператора в пресс-сигналах в реальном времени помогает найти аномалии, в том числе неравномерное накопление или внезапные сдвиги выравнивания.
Быстрый процесс удара из листового металла
- Подготовьте требуемый дизайн и инструмент.
- Поместите листовый металл на Punch Press.
- Твердо закрепите листовой металл.
- Совместите инструмент Punch с целевой областью.
- Инициировать операцию по удару.
- Осмотрите перфорированные отверстия на точность.
- Снимите готовый лист из пресса.
Применение перемешивания листового металла
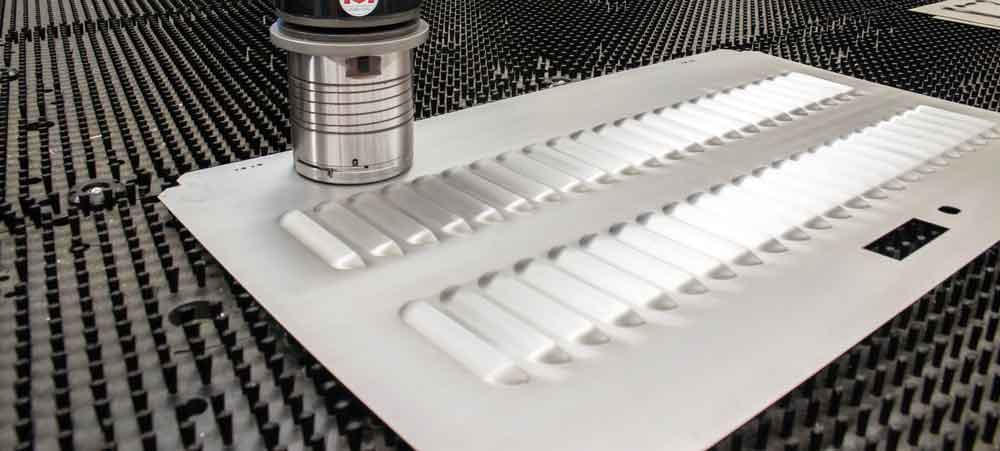
Парки из листового металла производит отверстия, жаркие вырезы, и формируется в рамках автомобильных сидений, аэрокосмические скобки, и корпуса медицинского устройства. Инженеры используют прессы с ЧПУ, которые сохраняют допуски на уровне микрометра в течение толщины материала вплоть до 6 мм. Аэрокосмические приложения требуют от узоров резания и управления воздушным потоком. Соответственно, Автомобильные сборки нуждаются в повторном размещении отверстий для роботизированной сборки и выравнивания. Корпуса медицинского устройства выигрывают от разбросов, которые снижают риски загрязнения и соответствуют нормативным стандартам. Многочисленные турели могут образовывать экструзии, Страж, и жалюзи за один забег.
Стратегии переноса листового металла
Стратегический выбор инструмента перед производством
Анализ геометрии части, толщина материала, и требования к терпимости помогают разобраться в стратегии инструмента. Для запутанных форм, Пользовательские профили пунша уменьшают вторичные операции. Большие открытые участки могут потребовать поэтапных ударов, которые разбивают сокращения на сегменты. Инструменты с высокой жесткостью решают ультра-высокие стали без быстрого износа. Наоборот, Гибкие стальные удары костюмы более мягкие металлы. Быстрое изменение инструментов также может обновить настройку проекта в низком объеме, Сценарии высокой смешивания. Это экономит время и подтверждает, что каждый удар соответствует приложению.
Прогрессивные конфигурации
Прогрессивные умирают объединяют несколько стадий удара в одну систему подачи для эффективного удара листового металла. Каждая станция выполняет операцию, в том числе пронзительные пилотные отверстия или заемные углы, Перед финальным применением. Это уменьшает ручную обработку и улучшает прогрессирование полосы. Обратная связь на основе датчиков на каждой станции идентифицирует Missfeeds или Material Competts. Die Designs может включать в себя предварительные или тиснения. Поскольку части образуются и пробиваются в последовательности, Незначительные ошибки выравнивания возникают для поддержания близких допусков и повторяемости.
Интеграция с ЧПУ и оптимизация гнездования
Контролируемые с ЧПУ туреки приносят точность в перевозку листового металла с автоматическим позиционированием инструмента, Последовательность хит, и глубина удара. Алгоритмы гнездования упаковывают несколько частей на один лист, чтобы сохранить материал и отладка. Чтобы настроить использование инструментов для ударов, Программное обеспечение может анализировать геометрию, Резкие пути, и частично вращение. Сервоэлектрические диски позволяют операторам настраивать скорость и время задержки на лету для качества края на контурах. Отслеживание данных также помогает предсказать проблемы с использованием инструментов или смещения, прежде чем они станут дорогостоящими. Мониторинг на основе ЧПУ подтверждает, что каждый ход преднамеренный.
Встроенная качественная проверка и обратная связь процесса
Камеры и датчики возле станции матрицы облегчают проверки после каждого удара по удару листового металла. Автоматизированные отклонения флагов измерения высоты бремени. Они помогают запустить корректировку или предупреждение. Некоторые настройки развертывают лазерное сканирование или термографическую визуализацию для оценки целостности края. Система управления прессом может настраивать скорость, давление, или выравнивание для решения проблем. Цикл обратной связи помогает поддерживать терпимость в больших пробегах. В аэрокосмической или медицинской приложениях, Встроенные инспекционные предотвращают микро-трещины или размерные сдвиги для надежности компонентов.
Снижение зары и отделка после пищи
Убивание заусенцев является приоритетом в ударе листового металла для применений, имеющих гладкие края или последующее соединение. Понижение зазора с ударом до расчетного диапазона может обуздать формирование задувания. В некоторых случаях, Вторичная операция бритья полирует края. Вибрационное разглашение, падающий, или автоматическая чистка помогает соответствовать характеристикам поверхности. При работе с высокопроизводительными материалами, Теплообразные обработки перед ударом могут сделать сдвиг более равномерным и уменьшить размер заусенца. Контролируемая стадия отделки проверяет, что детали готовы к нижним процессам.
В поисках первоклассных сервисов из листового металла? Shanentech лучше всего рассмотреть.