Solha Metal Suncating Demands alinhando o soco e o morro. A autorização pode ser de 5% para 10% da espessura do material para diminuir as rebarbas e a deformação da borda. Os sistemas orientados por CNC lidam com a rotação da ferramenta, mordiscar seletivo, e balbuciando ou gravação em um único passe. Enquanto isso, Os socos usam aço de alta velocidade com revestimentos para diminuir o desgaste em aço inoxidável ou alumínio. A espessura do material pode aumentar para a volta 6 mm em aço suave. Precisa de prensas com maior tonelagem para remoção de lesmas e precisão da peça. Cargas fora do centro causam deflexão da RAM. Então, Algumas máquinas usam compensação hidráulica ou orientada por servo para permanecer preciso. Afício da ferramenta, lubrificação, e parâmetros de acidente vascular.
Benefícios de perfuração de chapas de metal
- Alta velocidade de produção.
- Precisão dimensional confiável.
- Criação de formas flexíveis.
- Baixos custos de ferramentas.
- Desperdício de material insignificante.
- Maior repetibilidade.
- Tempos de entrega reduzidos.
- Controle de processo eficiente.
- Apropriado para saída de alto volume.
- Permite geometrias multifacetadas
Tipos de metais de folha para perfuração
- Aço suave.
- Aço inoxidável.
- Alumínio.
- Aço galvanizado.
- Latão.
- Cobre.
- Titânio.
- Aço laminado a frio.
- Aço laminado a quente.
- Low-liga de alta resistência (Hsla) Aço.
- Aço da ferramenta.
- Aço carbono.
Fatores que afetam a qualidade da folha de chapas de perfuração
Propriedades metalúrgicas e orientação de grãos
A microestrutura de material influencia como uma peça de trabalho responde a perfuração de chapas de metal. Metais com maior ductilidade produzem bordas mais limpas, mas podem dar mais springback. Ligas mais duras exigem ferramentas de aço ou socos de carboneto para evitar a deformação e pico. A orientação para grãos também pode afetar a entrada de socos. Cria zonas de cisalhamento irregulares para a suavidade de borda mais baixa. Os tratamentos térmicos que refinam o tamanho dos grãos ajudam a diminuir as micro-palhetas durante o cisalhamento em materiais de alta resistência. O equilíbrio de dureza confirma que as bordas perfuradas resistem ao rasgo sob altas velocidades de impacto. Monitoramento Variações microestruturais é a chave para perfurar chapas de chapas estáveis.
Punch e matriz geometria
A liberação de punção e matriz empurra perfuração de chapa bem -sucedida sem rebarbas ou fraturas. Uma regra geral é definir folgas por espessura do material e resistência ao escoamento. Ainda, As configurações se ajustam para cisalhamento parcial ou modelagem próxima. Punchos cônicos ou matrizes côncavas ajudam a concentrar a força e cortar distorção. Cantos arredondados restringem as concentrações de tensão para evitar rachaduras em zonas de alta estresse. Embora mais complexo, Matores compostos permitem várias operações em um golpe para tolerâncias mais rigorosas e nivelamento. Ajustar tais geometrias ajuda a atingir o comportamento esperado de cisalhamento de soco.
Pressione tonelagem e controle de aríete
A tonelagem insuficiente de pressionar solicita penetração incompleta e perfuração inconsistente de chapas metálicas. Tonelagem excessiva pode arrastões excessivas, levantando a altura da rebarba. As prensas com os RAMs controlados por servo fornecem velocidades de acerto para choque de menor impacto nas ferramentas. A calibração do comprimento do curso valida o contato completo durante o estágio de cisalhamento para precisão dimensional. A distribuição de força equilibrada mantém a peça de trabalho estável e diminui as mudanças laterais sob carga. Alguns fabricantes integram os recursos de proteção contra sobrecarga que sentem forças anormais para inibir o punção catastrófica ou dano. Controle rígido de tais parâmetros explora a vida de punção e conserva o acabamento da superfície.
Condição de ferramentas e revestimentos
Grade de aço da ferramenta, acabamento superficial, e revestimentos afetam diretamente a vida e a qualidade da folha de chapas de perfuração. Aços endurecidos com revestimentos de nitreto de titânio de baixo atrito diminuem o desgaste do adesivo durante a produção de alto volume. Micro-polindo a ponta do soco melhor A ação de corte e reduz a formação de rebarbas com um nítido, Edge de contato consistente. Para aço inoxidável abrasivo, Revestimentos de várias camadas ou diamantes podem manter a integridade do punção e a mancha moderada. A verificação programada do raio da ponta do soco ou do alinhamento da matriz impede o desgaste sutil de aumentar em conflitos dimensionais.
Fatores ambientais e operacionais
A lubrificação é a chave para a dissipação de calor e a redução de atrito nas operações de perfuração de chapa metal. Os fluidos de alta viscosidade são usados em aços de liga. Os óleos mais claros terão de alumínio fino ou folhas de cobre. As flutuações de temperatura dentro da área de imprensa podem alterar a ductilidade do material para alterar as características de cisalhamento. Sistemas de fixação que neutralizam o movimento da peça menor desalinhamento e risco de colisão de ferramentas. Remoção automatizada de sucata e aspiração controlada mantêm o dado livre de remanescentes que degradam hits subsequentes. A vigilância de um operador em sinais de imprensa em tempo real ajuda a localizar anomalias, incluindo o acúmulo de tonelagem desigual ou mudanças repentinas de alinhamento.
Processo de perfuração de chapas rápidas
- Prepare o design e ferramentas necessários.
- Coloque a chapa metal na prensa de soco.
- Prenda firmemente a chapa metal.
- Alinhe a ferramenta de soco com a área de destino.
- Iniciar a operação de perfuração.
- Inspecione os furos perfurados quanto à precisão.
- Remova a folha acabada da imprensa.
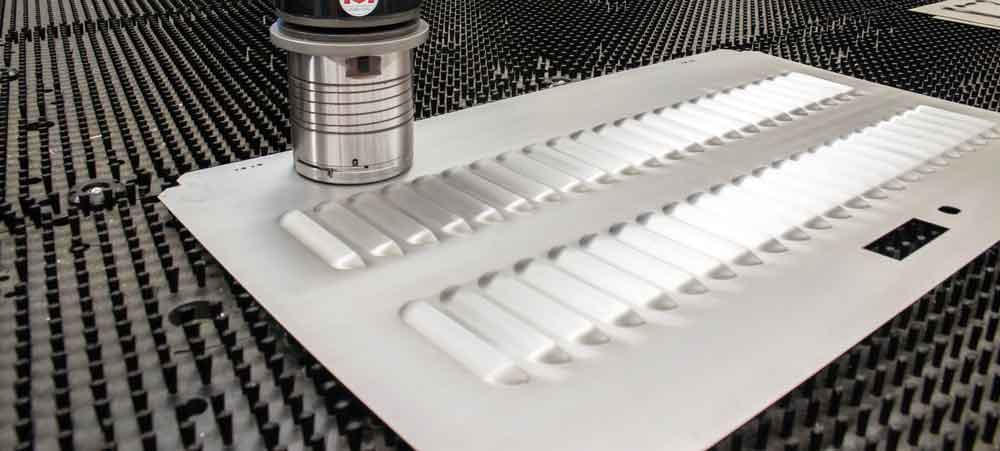
Aplicações de perfuração de chapas de metal
O perfuração de chapas de metal produz buracos, recortes de persianas, e formas em quadros de assentos automotivos, Suportes aeroespaciais, e gabinetes de dispositivos médicos. Os engenheiros usam prensas de torre CNC que mantêm as tolerâncias no nível do micrômetro entre as espessuras do material até 6 mm. Aplicações aeroespaciais exigem padrões de persianas para cortar peso e gerenciar o fluxo de ar. Correspondentemente, Os conjuntos automotivos precisam de colocação repetível para a montagem e alinhamento robótico. As caixas de dispositivos médicos se beneficiam de arestas em torres que reduzem os riscos de contaminação e atendem aos padrões regulatórios. Torras de várias ferramentas podem formar extrusões, Contra -caminhos, e persianas em uma única corrida.
Estratégias de perfuração de chapas de metal
Seleção de ferramentas estratégicas antes da produção
Analisando a geometria de parte, espessura do material, e os requisitos de tolerância ajudam a criar estratégias de ferramentas para perfuração de chapas. Para formas complicadas, Os perfis de perfuração personalizados diminuem as operações secundárias. Grandes áreas abertas podem exigir socos encenados que quebram cortes em segmentos. As ferramentas de alta resistência atendem a aços ultra-alta sem desgaste rápido. Por outro lado, Punchos de aço flexíveis teram metais mais suaves. As ferramentas de mudança rápida também podem atualizar a configuração do projeto em baixo volume, cenários de alta mistura. Economiza tempo e certifica que cada soco corresponde ao aplicativo.
Configurações progressivas do dado
Matas progressivas combinam vários estágios de perfuração em um sistema de alimentação para perfurar eficiente de chapas metálicas. Cada estação executa uma operação, incluindo furos piloto ou cantos de notas, Antes do branqueamento final. Diminui o manuseio manual e melhora a progressão da faixa. O feedback baseado em sensor em cada estação identifica feeds ou mudanças de material. Os projetos de matriz podem incorporar estágios de pré-flexão ou gravação como parte de um único golpe. Como as peças são formadas e perfuradas em sequência, Erros de alinhamento insignificantes ocorrem para manter tolerâncias e repetibilidade estreitas.
Integração do CNC e otimização de nidificação
Torras controladas por CNC trazem precisão para perfurar chapas de metal com posicionamento automatizado da ferramenta, Sequência de pressionar, e profundidade de derrame. Algoritmos de nidificação embalam várias partes em uma folha para salvar o material e sucata. Para ajustar o uso de ferramentas de soco, O software pode analisar a geometria, Caminhos de corte, e rotação de parte. As unidades servo-elétricas permitem que os operadores ajustem a velocidade e o tempo de habitação em tempo real para a qualidade da borda nos contornos. O rastreamento de dados também ajuda a prever problemas de desgaste ou desalinhamento da ferramenta antes que eles se tornem caros. O monitoramento baseado em CNC confirma que cada golpe é deliberado.
Inspeção de qualidade embutida e feedback do processo
Câmeras e sensores próximos à estação Die facilitam os cheques após cada golpe de perfuração de chapas metálicas. Sistemas automatizados de medição de altura da rebarbas desvios de sinalizadores. Eles ajudam a desencadear um ajuste ou alerta. Algumas configurações implantam varredura a laser ou imagens termográficas para avaliar a integridade de borda. O sistema de controle da imprensa pode ajustar a velocidade, pressão, ou alinhamento para resolver problemas. O loop de feedback ajuda a manter a tolerância em grandes corridas. Em aplicações aeroespaciais ou médicas, A inspeção embutida evita micro-palhetas ou mudanças dimensionais para a confiabilidade do componente.
Redução de rebarbas e acabamento pós-soco
Burrs de queda é uma prioridade em punção de chapa metálica para aplicações com bordas suaves ou união subsequente. Abaixar a depuração do punção para um intervalo calculado pode conter a formação de rebarbas. Em alguns casos, Uma operação de barbear secundária polia as bordas. Deburrante vibratório, caindo, ou escovação automatizada ajuda a atender às especificações da superfície. Ao lidar com materiais de alta resolução, Tratamentos térmicos antes do perfuração podem tornar o cisalhamento mais uniforme e diminuir o tamanho da rebarbada. Um estágio de acabamento controlado verifica se as peças estão prontas para processos a jusante.
Procurando por serviços de perfuração de chapas de primeira linha? Shanentech é o melhor a considerar.