Usinage à décharge électrique du fil, ou coupe EDM, fait référence à une technologie d'usinage de précision qui élimine les matériaux en utilisant des décharges électriques entre une électrode en fil métallique mince et une pièce conductrice. La coupe EDM filaire utilise de l'énergie thermique pour évaporer les matériaux pour précis, motifs alambiqués. D'autre part, L'usinage CNC utilise des outils de coupe physiques. N'oubliez pas que l'érosion de l'étincelle, érosion de fil, Burning de câbles, et l'usinage des étincelles sont des synonymes.
L'expansion précoce de l'EDM a commencé dans l'Union soviétique. Joseph Priestley a révélé des effets de décharge électrique en 1770. Les Lazarenkos ont amélioré l'idée dans les années 40. Des chercheurs soviétiques ont créé les premières machines EDM Wire dans les années 1960. 20Le siècle TH a conduit à des utilisations de haute précision.
Comment fonctionne EDM
Principes opérationnels
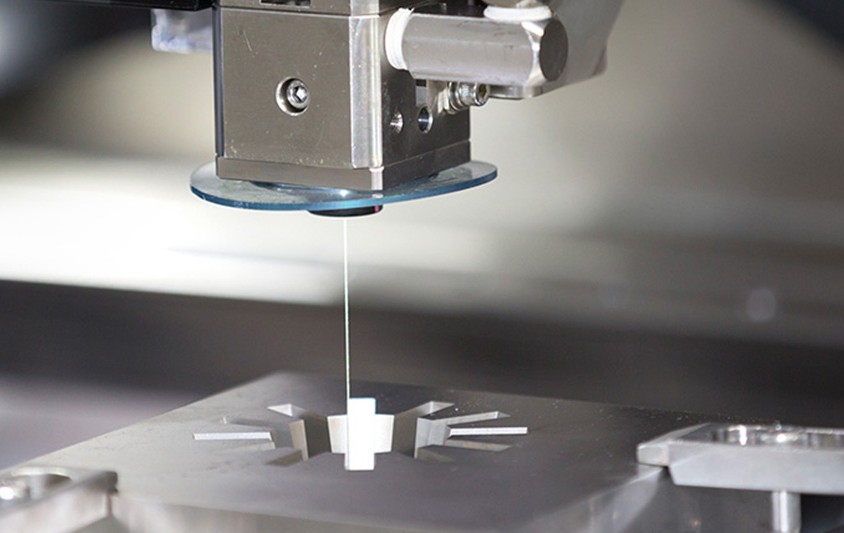
La coupe EDM filaire élimine les matériaux des pièces conductrices à l'aide de décharges électriques contrôlées. Une électrode à fil de cuivre en laiton mince en laiton ou multicouche est immergée dans de l'eau désionisée comme le liquide diélectrique. Lorsque la haute tension est appliquée, L'espace entre le fil et la pièce génère des étincelles. Ces étincelles chauffent et évaporent de petites quantités de matériau à couper sans toucher. La technique est suffisamment précise pour des géométries compliquées et des tolérances serrées.
Composants d'une machine EDM avec fil
- Contrôle CNC: Moteurs pas à pas et programmation de haute précision.
- Liquide diélectrique: Eau couramment déionisée.
- Électrodes: Cathode (fil) et anode (pièce de travail).
- Système de fil: Contrôle de tension et de vitesse.
- Table de travail: Mécanismes de soutien et de mouvement.
- Alimentation électrique: Contrôle de tension et d'impulsion.
- Système de recyclage: Élimination des débris et filtration des fluides.
Considérations clés dans Wire EDM
Types et dimensions du fil EDM
Laiton, cuivre, tungstène, molybdène, enduit de zinc, et les fils recouverts de diffusion sont utilisés dans la coupe EDM. Grâce à sa conductivité et à son prix abordant, sur 80% des applications EDM utilisent des laiton avec un diamètre de 0.010 pouces. Pour des matériaux plus difficiles, Le tungstène et le molybdène ont une résistance à la traction et à l'usure plus forte. Résistance à la traction, conductivité électrique, et la résistance à la fracture doit être prise en compte lors de la sélection d'un fil. Des fils épais coupent plus rapidement mais moins précisément. Inversement, Des fils fins avec des diamètres aussi petits que 0.0008 Les pouces sont précis pour les dessins détaillés.
Géométrie et conception en partie
La coupe EDM fil est influencée par une partie de la géométrie. Des formes multiformes et des coins intérieurs nets peuvent rendre la manipulation des fils difficile et cassable. Par conséquent, pour les coupes lisses, Créez des coins plus larges que le double du diamètre du fil. En outre, Les angles de rédaction et les trous de secours permettent un accès à la fil et à contourner l'érosion. Les emplacements profonds ont besoin de place pour le mouvement des fils et le rinçage. Les pièces plates peuvent être empilées pour un traitement par lots sans surveillance afin de conserver le temps et le matériau.
Finition de surface et tolérances
La coupe EDM du fil produit des finitions et des tolérances de surface précises, qui peut atteindre ± 0,0001 pouces. La qualité de finition de surface peut être aussi fine que 3 Microinches pour les composants aérospatiaux et médicaux. Tension métallique, Qualité de liquide diélectrique, et la stabilité de la machine affecte la précision. Le rinçage des particules et l'érosion étincelants sont nécessaires pour les finitions de surface de haute qualité, L'écoulement de fluide diélectrique régulier est donc essentiel. Après rupture, Les coupes fines améliorent le vernis de surface et satisfont les tolérances.
Épaisseur et conductivité du matériau
Le fil EDM coupe bien les matériaux moyens d'épaisseur. La dureté et la conductivité des aciers à pré-dur, titane, et les aciers inoxydables austénitiques les rendent idéaux. La haute conductivité du titane abaisse la chaleur pour conserver la précision des dimensions. Bien que machinable, Le cuivre et le laiton ont des températures de fusion plus basses et une usure de fil plus rapide. Cela les rend moins rentables. Les vitesses de coupe plus lentes de l'EDM peuvent rendre l'usinage conventionnel plus efficace pour les matériaux épais.
Programmation et contrôle
Boosting Wire Edm Cutting exige l'efficacité de programmation CNC. Utilisez un logiciel CAM pour des parcours d'outils précis et des temps de déplacement-salon. Arrondi d'angle et poignée de contrôle de l'espace d'étincelles courbes serrées et caractéristiques minces. Utilisez des voies de fil virtuel pour voir les problèmes tôt et éviter les bévues coûteuses. Les systèmes de filetage de fil automatique éradiquent les retards entre les coupes pour la productivité. Donc, La précision et la qualité de l'élément usiné dépendent du contrôle CNC et de la vérification du programme.
Applications de Wire EDM
- Automobile: La coupe EDM filaire aide à fabriquer des culasses, vannes, et injecteurs de carburant. Il peut réaliser des tolérances jusqu'à ± 0,0005″ Pour des ajustements précis dans les composants du moteur.
- Aérospatial: En aérospatial, La coupe EDM filaire crée des formes délicates dans le train d'atterrissage et les pièces du moteur. Il maintient des tolérances aussi serrées que ± 0,001 mm pour les réglages à forte contrainte / température.
- Dispositif médical: Wire EDM produit des instruments chirurgicaux, implants orthopédiques, et outils dentaires. Il donne une précision à ± 0,0001″ pour la conformité aux normes médicales.
- Électronique: Pour les microélectrodes, épingles de connecteur, et les cadres de plomb, La coupe EDM de fil offre une précision au niveau du micron. Il préserve la fiabilité des composants électroniques.
- Outillage: Le fil EDM crée des moules d'injection et des matrices d'estampage / extrusion. Il permet des formes complexes 2D / 3D avec des tolérances aussi fines que ± 0,0002″ Pour une meilleure qualité d'outillage de matrice.
Choisir le bon fournisseur de services EDM filaire
Considérez plusieurs variables lors de la sélection d'un fournisseur de services EDM Wire. Vérifiez d'abord les résultats de l'uniformité et de la qualité. Les fournisseurs doivent offrir des composants précis avec des micro-finisses. Évaluer leurs technologies et leurs compétences. Systèmes de contrôle CNC, Awt, et les contours complexes de la poignée d'usinage adaptatif et sauvegarde les interruption. Prioriser l'expérience et les connaissances sur le terrain. Les prestataires ayant une expérience de fabrication de dispositifs aérospatiaux et médicaux peuvent satisfaire à des critères rigides. Enfin, Assurer la précision et l'attention aux détails. Le fournisseur doit utiliser des moteurs pas à pas de haute précision, contrôle de la tension métallique, et gestion du liquide diélectrique pour la précision de l'usinage et l'authenticité de la surface.
Shanentech brille dans un fil d'EDM. Leur technologie et leurs compétences assurent des pièces précises pour des utilisations clés.