Usinagem de descarga elétrica de arame, ou corte de arame EDM, refere -se a uma tecnologia de usinagem de precisão que remove o material utilizando descargas elétricas entre um eletrodo de arame fino e uma peça de trabalho condutora. O corte de EDM de arame emprega energia térmica para evaporar material para precisão, padrões complicados. Por outro lado, A usinagem CNC usa ferramentas de corte físico. Lembre -se daquela erosão de faísca, erosão de arame, queima de arame, e a usinagem de faísca são sinônimos.
A expansão inicial de EDM de arame começou na União Soviética. Joseph Priestley revelou efeitos de descarga elétrica em 1770. Os Lazarenkos melhoraram a idéia na década de 1940. Pesquisadores soviéticos criaram as primeiras máquinas EDM de fio na década de 1960. 20O século do TH levou a presentes usos de alta precisão.
Como funciona o Wire EDM
Princípios operacionais
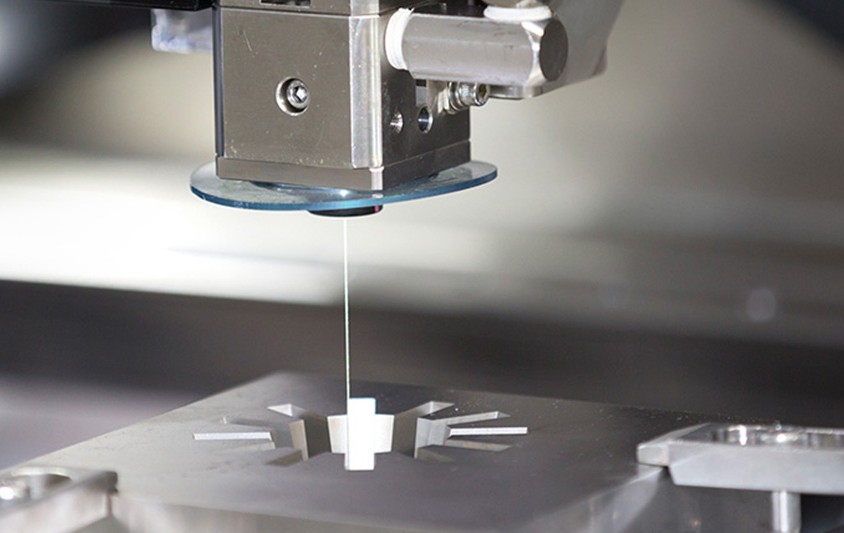
O corte de arame remove o material de peças de trabalho condutas usando descargas elétricas controladas. Um eletrodo fino de arame de bronze ou multicamada é imerso em água desionizada como líquido dielétrico. Quando a alta tensão é aplicada, O espaço entre o fio e a peça gera faíscas. Essas faíscas aquecem e evaporam pequenas quantidades de material para cortar sem toque. A técnica é precisa o suficiente para geometrias complicadas e tolerâncias apertadas.
Componentes de uma máquina EDM de arame
- Controle do CNC: Motores de passo e programação de alta precisão.
- Fluido dielétrico: Água comumente desionizada.
- Eletrodos: Cátodo (arame) e ânodo (peça de trabalho).
- Sistema de fio: Tensão e controle de velocidade.
- Mesa de trabalho: Mecanismos de apoio e movimento.
- Fonte de energia: Controle de tensão e pulso.
- Sistema de reciclagem: Remoção de detritos e filtração de fluidos.
Considerações importantes no Wire EDM
Tipos e dimensões do fio EDM
Latão, cobre, tungstênio, molibdênio, revestido de zinco, e os fios sem difusão são utilizados no corte de arames EDM. Graças à sua condutividade e acessibilidade, sobre 80% de aplicações EDM empregam latão com um diâmetro de 0.010 polegadas. Para materiais mais difíceis, Tungstênio e molibdênio têm mais forte resistência à tração e desgaste. Resistência à tracção, condutividade elétrica, e a resistência à fratura deve ser considerada ao selecionar um fio. Fios grossos cortados mais rápido, mas menos precisamente. Por outro lado, fios finos com diâmetros tão pequenos quanto 0.0008 polegadas são mais precisas para desenhos detalhados.
Geometria e design de parte
O corte de EDM de arame é influenciado pela geometria da parte. Formas multifacetadas e cantos interiores nítidos podem dificultar o manuseio de fios. Consequentemente, Para cortes suaves, Crie cantos mais largos do que o dobro do diâmetro do fio. Além disso, ângulos de rascunho e orifícios de alívio permitem acesso ao arame e contornar a erosão. Os slots profundos precisam de espaço para movimento de arame e descarga. Peças planas podem ser empilhadas para o processamento de lote não assistido para economizar tempo e material.
Acabamento e tolerâncias de superfície
O corte de EDM de arame produz acabamentos e tolerâncias de superfície precisos, que podem alcançar ± 0,0001 polegadas. A qualidade do acabamento da superfície pode ser tão boa quanto 3 microinches para componentes aeroespaciais e médicos. Tensão do fio, Qualidade de líquido dielétrico, e a estabilidade da máquina afeta a precisão. Flushing de partículas e erosão de faísca são necessárias para acabamentos de superfície de alta qualidade, O fluxo de líquido dielétrico tão constante é a chave. Depois de desbaste, cortes finos melhoram o esmalte de superfície e satisfazem as tolerâncias.
Espessura do material e condutividade
Wire EDM corta bem os materiais finos a médios de espessura. A dureza e a condutividade dos aços precedentes pré-endurecidos, titânio, E aços inoxidáveis austeníticos os tornam ideais. A alta condutividade do titânio diminui o calor para manter a precisão da dimensão. Embora maquinável, cobre e latão têm temperaturas de fusão mais baixas e desgaste mais rápido. Isso os torna menos econômicos. As velocidades de corte mais lentas do Wire EDM podem tornar a usinagem convencional mais eficiente para materiais espessos.
Programação e controle
Aumentar as demandas de corte de arames EDM eficiência de programação CNC. Use o software CAM para serramos precisos e economia de tempo de viagem. Rounding de canto e faísca, controle de lacunas, curvas apertadas e recursos finos. Use vias de arame virtual para ver os problemas mais cedo e evitar erros caros. Os sistemas de rosqueamento de arame automáticos erradicam atrasos entre cortes para produtividade. Então, A precisão e a qualidade do item usinado dependem do controle do CNC e da verificação do programa.
Aplicações de Wire EDM
- Automotivo: Corte de arames ajuda a fabricar cabeças de cilindro, válvulas, e injetores de combustível. Pode realizar tolerâncias de até ± 0,0005″ Para ajustes precisos em componentes do motor.
- Aeroespacial: Em aeroespacial, O corte de arame cria formas complicadas no trem de pouso e peças do motor. Mantém as tolerâncias tão apertadas quanto ± 0,001 mm para configurações de alta estresse/temperatura.
- Dispositivo médico: O Wire EDM produz instrumentos cirúrgicos, implantes ortopédicos, e ferramentas dentárias. Fornece precisão até ± 0,0001″ Para conformidade com padrões médicos.
- Eletrônica: Para microeletrodos, pinos do conector, e quadros de chumbo, O corte de arame oferece precisão no nível de mícrons. Preserva a confiabilidade dos componentes eletrônicos.
- Die Tooling: EDM de arame cria moldes de injeção e matrizes de estampagem/extrusão. Permite formas complexas 2D/3D com tolerâncias tão finas quanto ± 0,0002″ para melhor qualidade de ferramenta de matriz.
Escolhendo o provedor de serviço EDM de arame certo
Considere várias variáveis enquanto seleciona um provedor de serviços EDM de arame. Verifique os resultados para uniformidade e qualidade primeiro. Os fornecedores devem oferecer componentes precisos com microfinas. Avalie suas tecnologias e habilidades. Sistemas de controle CNC, Awt, e usinagem adaptativa manipula contornos complexos e salvar interrupção. Priorizar a experiência e o conhecimento de campo. Provedores com experiência aeroespacial e de fabricação de dispositivos médicos podem atender aos critérios rígidos. Finalmente, garantir precisão e atenção aos detalhes. O fornecedor deve usar motores de passo de alta precisão, Controle de tensão do fio, e gerenciamento de líquido dielétrico para precisão da usinagem e autenticidade da superfície.
Shanentech brilha em arame EDM. Sua tecnologia e habilidades garantem peças precisas para os principais usos.