表面が周囲とどのように相互作用するかは、その表面の粗さまたは微小不規則性に依存します. ra (粗さの平均) 平均表面からの平均出発を測定します. 一方で, RZ (平均最大高さ) サンプルの長さで最高のピークと最低の谷の間の垂直距離を測定します. 航空宇宙と自動車のアプリケーションは、空力効率とエンジンコンポーネントの摩耗のための表面の粗さに依存します. 医療機器の粗さは、インプラントの生体適合性に影響します. パフォーマンスの最適化, 摩擦, 重要なアプリケーションの信頼性には、表面粗さチャートを知り、解釈する必要があります.
表面粗さの測定
測定技術
表面粗さの測定は、接触プロフィロメーターに依存しています, 非接触レーザースキャナー, とAFM. コンタクトプロファイロメーターは、表面に触れ、小規模および大規模な領域に大きな精度を提供するため使用されます。. しかし, その機械的プローブはその速度を制限し、繊細な材料を傷つける可能性があります. 非接触レーザースキャナーは、レーザー三角測量を使用して粗さを評価し、接触の問題を避けます. 柔らかいまたは粘着性のある表面の方が高速で優れていますが、透明性や光沢のあるものと格闘しています. 同時に, ナノスケールの測定値は、AFMの原子レベルの解像度の恩恵を受けます. AFMは時間がかかり、費用がかかります, そのため、専門のアプリケーションで使用されています.
測定データの解釈
表面粗さの測定, RAとRZを含む, 表面プロファイルの詳細を提供します. RAは、比較研究のために平均回線からの出発を平均します. まだ, RAはピークと谷を隠すことができます, 詳細を覆い隠します. RZ, これは、5つの最高のピークと最低谷の平均高さの差を測定します, 詳細表面異常. 例えば, 過度のピークと谷が存在する場合, RZは粗さを示す場合があります. 一方で, RAは滑らかさを示唆するかもしれません. その他の指標, rqのように (根平均平方根の粗さ), 品質管理の詳細情報を提供します. このような表面粗さチャートパラメーターをマスターすると、より多くの解釈が可能になります.
表面粗さチャート: ビジュアルガイド

チャートの紹介
エンジニアと機械工は、生産の精度のために表面粗さチャートを必要とします. マイクロインチまたはマイクロメートルで材料の表面粗さレベルを示します. 表面粗さチャートは、粗さのレベルを機械加工手順に関連付けることにより、ユーザーが表面仕上げを選択できるようにします. 部品が流体の流れに滑らかさを必要とする場合、結合と接着のためのテクスチャー, これにより、パフォーマンスが保証されます. 適切な粗さレベルを選択することは無視します- または表面のニーズを過小評価します.
表面粗さチャートのコンポーネント
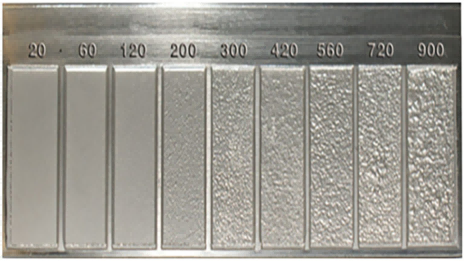
表面粗さチャートには、2つの軸が含まれる場合があります. 水平軸は粗さを示します (ra, RZ, 等), 垂直軸は機械加工手順を示しています (研削, 旋回, ミリング, 等). 粗さレベルは、対数スケールで提供される場合があります, 非常に細かいものから非常に粗いものまで. たまに, 参照画像またはプロファイルは、各粗さレベルのテクスチャをチャートに表示する場合があります. このようなイラストは、計画と品質管理のための仕上げを視覚化するのに役立ちます.
表面粗さチャートの使用方法
部品の負荷を決定することにより、表面粗さチャートの使用を開始します, 摩擦, または美的ニーズ. これらの要求を、チャートを使用して適切な機械加工技術と粗さの値と一致させる. 例えば, シーリング表面を作成するとき, チャートをお勧めします 0.8 正確な研削によって達成されるµM RAラフネス. 粗い仕上げ, のような 6.3 ミリングによるµM RA, より高い遵守が必要な部品については、提案される場合があります. チャートは、粗さレベルをアプリケーション要件と一致させながら、最も費用対効果が高く技術的に許容できる表面仕上げを選択するのに役立ちます. 追加の処理手順なしで最大のパフォーマンスを提供します.
表面仕上げ変換チャート

頭字語をいくつか見てみましょう:
- rms =ルート平均四角
- CLA =センターライン平均
- RT =粗さの合計
- n =新しいISO (学年) スケール番号
- カットオフの長さ=サンプルに必要な長さ
一般的な表面仕上げとそのアプリケーション
ラフな仕上げ
ショットブラスト, サンドブラスト, 接着またはコーティングが必要な表面で大まかな機械加工が使用されます. それらは、接着層またはコーティングが基板を把握する必要がある構造部品の機械的結合を支援するピークと谷を備えた高密度の表面テクスチャを提供します. 例えば。, 塗装または亜鉛メッキの前に鋼鉄の梁をショットブローストすると、表面積が増加し、接着がコーティングされます. 機械加工またはコーティングされる部品は、基本的なテクスチャのために大まかな機械加工が必要です. この方法は粗さを作り出しますが、管理され、生産の均一性のための表面粗さチャートを参照しています.
中程度の仕上げ
控えめな摩耗やシーリングのニーズを持つコンポーネントの場合, 細かい粉砕または軽いフライスバランスのラフで滑らかな表面からの中程度の仕上げ. 自動車および航空宇宙セクターは、次元の精度と表面仕上げのために細かい研削を使用しています. 例えば, 摩擦を減らし、エンジンピストンとシリンダーヘッドをシールします. ライトミリング, ツールおよびダイの製造で使用されます, 摩耗を低下させる滑らかな仕上げを生成しますが、隣接するコンポーネントと対話するのに十分なテクスチャを保存します. 仕上げは、エンジニアリング許容度を満たすために表面粗さチャートに対してチェックされます.
滑らかな仕上げ
高精度コンポーネント用, 研磨, ラッピング, または、スーパーフィニッシュは、パフォーマンスに影響を与える滑らかな表面を与えます. 研磨は、光学レンズとミラーの作成に役立つ場合があります, 表面の欠陥が異常を引き起こす可能性があります. 研磨化合物を使用したラップは滑らかになります, 精密ゲージブロックとバルブシートの平行表面. 粉砕のピークを根絶し、スムーズに提供するために、医療インプラントの生産がスーパーフィニッシングが必要です, 低摩擦と摩耗のための生体適合性表面. このような操作には、マイクロレベルの仕上げを達成するために表面粗さチャートを使用した制御が必要です.
表面の粗さに影響を与える要因
ツール材料とジオメトリ
- 切削工具の組成と硬度.
- ツールノーズの半径とレーキ角.
- ツールの摩耗と裂け目.
機械加工パラメーター
- 切断速度.
- フィードレート.
- カットの深さ.
- 機械加工操作の種類 (例えば。, 旋回, ミリング, 研削).
ワーク資料
- 硬度と延性.
- 材料の均一性.
- 包含または不純物の存在.
切断環境
- 切断液の使用 (タイプ, 量, アプリケーション方法).
- 潤滑および冷却条件.
工作機械の状態
- マシンの剛性.
- スピンドルの振動とアライメント.
- 工作機械コンポーネントの状態 (ベアリング, ガイド, 等).
フィクスチャとワークホールディング
- ワークセットアップの安定性.
- フィクスチャのタイプと条件.
表面仕上げ操作
- 後処理技術の使用 (例えば。, 研磨, ホーニング).
- 表面にコーティングまたは処理を塗布します.
ツールパスとプログラミング
- CNC加工におけるパス最適化.
- ツールエンゲージメント戦略とツールパスの重複.
環境要因
- 周囲温度と湿度.
- 機械加工中の汚染物質または破片の存在.
測定と検査
- 表面粗さの測定方法.
- 測定機器の精度とキャリブレーション.
業界の基準と表面の粗さ
ISO 4287 およびASME B46.1表面粗さの標準は、セクター全体で信頼性のために標準化された測定方法と表面プロファイルを提供します. 表面の粗さの要件は、航空宇宙のタービンブレードを保護します; 分散は壊滅的な障害を引き起こす可能性があります. 同様に, 半導体の生産におけるウェーハの研磨には、わずかな欠陥でさえ回路の機能に影響する可能性があるため、表面粗さチャートが必要です. 製造施設には、より低い変動性と障害のためにそのような規範が必要です.
最適な表面仕上げを見つけるには、表面の粗さチャートを理解するのに役立ちます? お問い合わせ!


